

The Liberty Wheel: a sustainable, eco-friendly, reliable and cost-saving innovation
Posted: 20 February 2023 | Andrea Bracciali, Gianluca Megna | No comments yet
Andrea Bracciali and Gianluca Megna explore the results of the Liberty Wheel project which aimed to find a feasible alternative to monobloc wheels in terms of sustainability, environmental impact and carbon footprint, solving the main critical issues of monobloc wheels and generating consistent money savings.

The DMU used to test the Liberty Wheel (Iseo, November 2019)
The Liberty Wheel was the result of a collaborative project involving the University of Florence, AB Consulting, two foundries (Zanardi Fonderie and Fonderia Baraldi Silvano), a wheel repair shop (Nuova Comafer, now Comafer), a certification body (Italcertifer) and Trenord, an Italian regional passenger train company.
Tyred wheels: Tyre fitting on a wheel without abutment and Gibson ring (Comafer, October 2018).
Current regulations require both axles and wheels to be designed for ‘infinite life’, i.e. with stresses below the ‘fatigue limit’. Steel integrity and damage are regularly checked by NDT (mainly UT and MT) to ensure safe operations. Despite this theoretically eternal performance, reality is very different. Due to natural wear in service, monobloc wheels have to be reprofiled (sometimes quite frequently) until they have to be scrapped, recycling (i.e., remelting) the entire wheel. During the wheel replacement process, the wheel seats on the axle can be (and often are) damaged and may need to be turned. Unfortunately, this process can only be carried out a limited number of times, until the axle needs to be scrapped (and recycled).
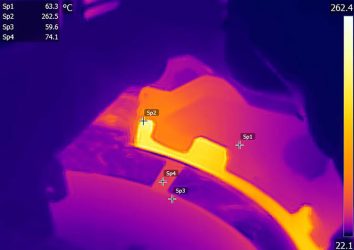
Tyred wheels: Validating the new tyre design by thermal measurements during line tests (Iseo, July 2019).
A possibility to drastically reduce the drawbacks of the current situation exists and goes back to the origin of railways: the tyred wheel.
Railways originated with tyred wheels that equipped locomotives and hauled rolling stock for around 150 years. In principle, a tyred wheel fulfils all design requirements, and is basically seen with cars, where tyres are replaced while rims are never changed under normal circumstances.

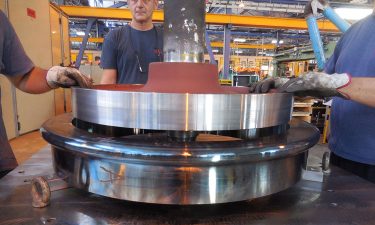
Tyred wheels: Shrink-fitting a fully machined tyre on a dovetail wheel centre. Note the absence of any abutment and Gibson ring.
While the advantages of tyred wheels will be described below, an attempt was first made to understand the reasons why tyred wheels disappeared a few decades ago. It was soon discovered that tyres were particularly thick and heavy compared to monobloc wheels, as heating during tread braking required large mass and thermal inertia, as well as a particularly ‘solid and strong’ connection to the centre of the wheel. As a result, wheel centres were also bulky, increasing the value of unsprung masses.
However, the most critical issue was found in the maintenance process. When a tyre is completely worn or needs to be replaced for other reasons (e.g., a wheel flat that cannot be removed), the traditional overhaul procedure consists of the following steps:
- The safety ring (also known as ‘Gibson ring’) must be removed by turning it with a lathe
- The tyre must be cut with a torch or saw, inevitably damaging the wheel centre
- The wheel centre must then be turned, again on a lathe
- The raw (or semi-finished) tyre must be ‘adapted’ to the specific wheel centre on a vertical lathe
- The tyre is then heated and shrink fitted onto the wheel centre
- Once cooling is complete, the entire wheelset must be reprofiled on the lathe.

Tyred wheels: Set of finished tyred wheelsets (two driving, two trailed) for ALn 668.
This process decreed the extinction of tyred wheels as too costly and laborious compared to monobloc wheels.
The first phase of the project therefore investigated the reasons why the maintenance process had never been updated and looked for alternatives to make it competitive again. An innovative solution suitable for the purpose was found considering that:
- Modern passenger trains are all equipped with brake discs and tyre heating is no longer an issue, allowing the use of lighter tyres with less assembly interference, reducing stress, and increasing safety
- Once the heat input was eliminated, the traditional cylindrical joint was replaced by a self-locking tapered joint that is extremely easy to machine on common CNC lathes
- The Gibson ring has disappeared, drastically simplifying wheel removal procedures
- Tyre heating, both for installation and removal, is now possible with medium-frequency induction heaters without damaging the centre of the wheel in the slightest
- This last point makes it possible to purchase fully machined tyres, ready to be installed
- As a result, the entire maintenance cycle of these modified tyred wheels does not require any machine tools and can be performed anywhere with very limited and low-cost equipment by unskilled personnel.

Tyred wheels: During line tests (Bornato/Calino, 21.11.2018).
During the design phase of the new tyred wheel, it became apparent that the reduction in thickness could lead to a sub-optimal coupling of the tyre with the wheel centre, resulting in large variations in mounting pressure.

Liberty Wheels: Checking stresses and strains during tyre cooling of the first Liberty Wheel.
The need to find a wider support for the tyre proved to be very challenging. The possibility of using hot-forged corrugated wheel centres was discarded because this solution does not provide the necessary uniformity of mounting pressure.

Liberty Wheels: Full-scale fatigue tests (Italcertifer Labs, May 2019).
It was eventually decided to tackle the problem by re-evaluating a practice that dates back to the origins of railways: the spoked wheel centre. Originally adopted to access the bearings of steam locomotives, it was adopted here to save mass with a solution partly inspired by Griffin and boxpok wheels: the use of two parallel rows of spokes. This architecture proved to meet all strength and weight requirements.
Unfortunately, the shape of the wheel centre is too complex to be cast efficiently in steel. It is known that steel casting can be difficult due to the high viscosity of molten steel, which prevents the use of thin walls or castings with large thickness variations. Cracks often appear during steel castings cooling, requiring local repair by grinding and welding, something that would be unacceptable on a wheel.
An alternative, relatively low-cost, low-risk, high-strength material was sought. Discarding aluminium as past attempts with this material did not lead to any industrial application on wheels, the focus turned to cast iron. In the traditional view of this material, grey cast iron is perfect for complex castings (e.g., decorative castings such as benches, balustrades, railings, lampposts, etc.) and for bulky mechanical components (large machine tools, turbine cases, reciprocating engine blocks, etc.) but lacks mechanical strength and, more importantly, is brittle.
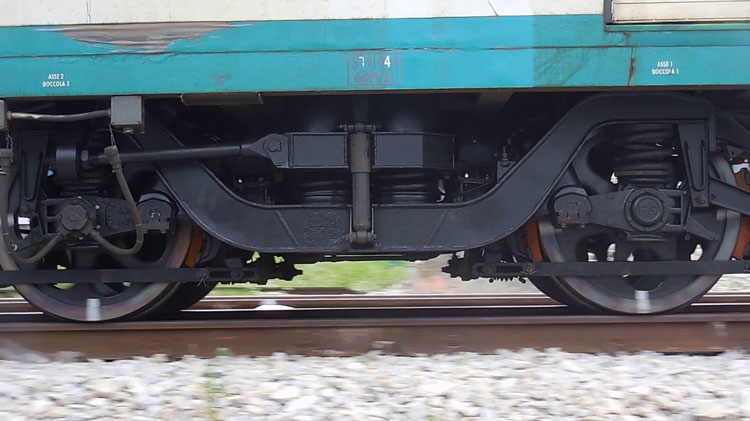
Liberty Wheels: Line tests on a DMU (Iseo, July 2019).
This concept was drastically changed by the introduction of ductile iron in the 1940s and, above all, by the application of the austempering heat treatment in the 1970s, resulting in ADI (Austempered Ductile Iron). The properties of ADI are astounding and compare directly with quenched and tempered alloy steels in terms of ultimate tensile stress, fatigue properties and toughness.
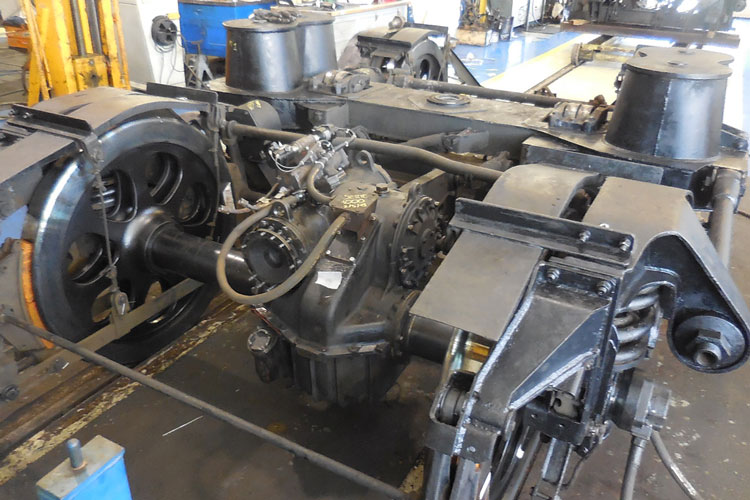
Liberty Wheels: ALn 668 DMU bogie equipped with Liberty Wheels (May 2019).
As one of the pioneers of ADI in Italy, Zanardi Fonderie funded a PhD grant that led to the conception, design, production and testing of a small set of 12 cast wheel centres incorporating the benefits of the aforementioned tyred wheel deep review.

Liberty Wheels: The Liberty Wheel centres are perfectly balanced after machining (March 2019).
The design process was carried out using the most advanced calculation techniques available, including the simulation of non-linear behaviour and contact management as well as casting simulations. Compared to axisymmetric wheel centres, the 14 spokes wheel centre provides additional safety, as the voids prevents the propagation of cracks to the whole wheel centre, and the fact that the tyre fitting force puts the spokes in compression further prevents crack nucleation and propagation, making them much safer than both conventional tyred wheels and elastic wheels used e.g., in metros and trams.

Liberty Wheels: Comparison of original and Liberty Wheel centre (-50 kg).
The wheel was christened the Liberty Wheel as it ensures freedom in several fields:
- It requires no machine tools for tyre replacement, that may be done everywhere
- Both wheel centres and axle theoretically last forever, such that wheelsets may not need the conventional general overhaul as all service defects will be concentrated on the (easily replaceable) tyre
- It can be manufactured by a large number of cast iron foundries increasing the purchasing alternatives and widening the market
- Its floral shape reminds castings of the ‘Liberty’ period.
In July 2019, the Liberty Wheel was tested on a real vehicle (a DMU operated by Trenord) during specific test runs on the Brescia–Edolo line, proving to be fully working and perfectly fit-for-purpose as a retrofit solution.

Liberty Wheels: Set of finished tyred wheelsets (two Liberty Wheels in front) for ALn 668 (April 2019).
The Liberty Wheel satisfies all the goals initially set:
- It drastically cuts energy needed in the wheelset overhaul process (only tyres need to be remelted and recycled)
- It nearly cancels logistics of wheelsets, now moved typically by lorries, allowing the in-situ maintenance with very limited costs, reducing the carbon footprint
- It is highly sustainable as it requires the minimum amount of raw materials with reduced energy requirements
- It is the perfect alternative to save money in the maintenance process, reducing scrap, fixed assets, logistics and tooling, features that are particularly welcomed by publicly funded small/regional railway enterprises with low revenues from service
- It is a fully engineered and reliable alternative to monobloc wheelsets, potentially available from a much larger number of manufacturers with an extremely low lifecycle cost.
In conclusion
It may be concluded that the Liberty Wheel project was completely successful. The experience gained in design, manufacturing, NDT, assembly, and testing, makes the entire process repeatable without worries, and we would be glad to help any companies wishing to introduce this concept, also as a retrofit, on their vehicles.

Prof. Andrea Bracciali has worked as a consultant since 1994, offering services for private and public companies in the railway sector, ranging from track to train problems, focussing in particular on vehicle-track interaction, running dynamics, advanced structural calculations, noise, vibrations, wear, rolling contact fatigue and mechanical behaviour of components. As a Professor at the School of Engineering of the University of Florence, Italy, Andrea has lectured about railways since 1989 and published approximately 140 papers and a book on railway noise. He has patented several innovative devices for both rolling stock and tracks.

Gianluca Megna is a researcher at the Department of Industrial Engineering of the University of Florence. Graduated in Mechanical Engineering in 2015, he obtained a PhD in 2020 discussing a thesis about the application of Austempered Ductile Irons to structural components of railway vehicles. Structural and running dynamics analysis are the main fields of his research with particular attention to the wheel-rail contact management and the vehicle-track interaction.



